| 日本マテック株式会社 | 東京本社:TEL:03-3221-7531 FAX:03-3221-7240 | |
| 大阪支社:TEL:079-447-1561 FAX:079-447-1556 |
| 日本マテック株式会社 | 東京本社:TEL:03-3221-7531 FAX:03-3221-7240 | |
| 大阪支社:TEL:079-447-1561 FAX:079-447-1556 |
| 自動超音波 オンライン用装置 |
 |
|||
| UT応用例 | ||||
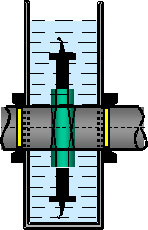
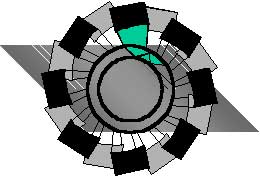
| UTオンラインシステム On the occasion of this year's Tube & Wire fair in Dusseldorf, the company KARL DEUTSCH Pruf- und Messgeratebau GmbH + Co KG (NDT Instruments & Systems) presents the current state-of-the-art of automated ultrasonic inspection. Ultrasonic testing is used for the reliable and nondestructive detection of material defects. For more than 35 years, KARL DEUTSCH has shipped automated inspection systems to customers world-wide. The focus was always placed on applications found e.g. in steel mills. For ultrasonic bar inspection the tendency towards 100%-coverage of the cross section is observed while high inspection speeds are also mandatory. The various inspection concepts depend on the surface condition, the straightness and the diameter of the material. For highest demands with respect to safety-relevant components, the HRP-concept (High-speed inspection of Round Profiles) is recommended. The ultrasonic probes are placed around the bar material. The immersion technique is used (figure 1). An important feature is also the possibility to inspect various profiles such as squares or flats with only little effort to change over the testing mechanics. Two main applications are encountered for tube inspection. The full-body testing of tubes uses concepts which are rather similar to bar testing. The second area is the automated weld inspection. The most common application are tubes with longitudinal or spiral welds. During the fair on April 10th, customers will have the chance to visit KARL DEUTSCH in Wuppertal which is only 30km from Dusseldorf. A guided tour and a technical programme with presentations including bus transportation is organised for approx. 3 pm. |
||||
 |
 |
 |
||
| The immersion technique (ultrasonic probes and test material under water) is successfully implemented for the non-rotational inspection of long profiles, | possible angle-probe configuration for tube inspection | HRP-mechanics for bar inspection | ||