| 日本マテック株式会社 | 東京本社:TEL:03-3221-7531 FAX:03-3221-7240 | |
| 大阪支社:TEL:06-6885-6201 FAX:06-6885-2681 |
| 日本マテック株式会社 | 東京本社:TEL:03-3221-7531 FAX:03-3221-7240 | |
| 大阪支社:TEL:06-6885-6201 FAX:06-6885-2681 |
| 電磁超音波 EMAT システム EMATガイドウェーブによるLASER溶接部探傷 |
|||
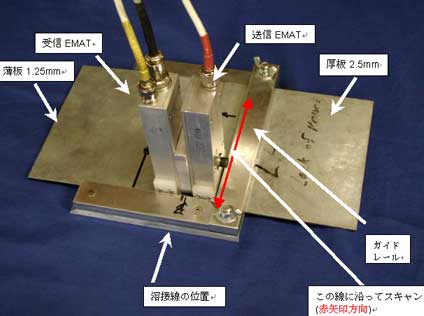 |
左の写真:レーザー溶接部探傷のデモ用治具に固定したサンプルとEMATプローブ1.25mmと2.5mm鋼板の突き合わせレーザー溶接サンプル(溶け込み不良有り) スキャン方法:ガイドレールに沿ってプローブを赤矢印方向に走査した。 |
||
| 探傷条件設定: | |||
| Frequency(周波数): | 3.26 MHz | ||
| Cycles(サイクル数): | 15 | ||
| MBB (ゲート遅延)= | 6 μsec | ||
| DT (振幅検出ゲート幅)= | 9 μsec | ||
| Tone Burst Amplitude (トーンバースト印可電圧設定値)= |
255 | ||
| Signal Gain (感度設定)= | 130 - 200 | ||
| A-D Digitization Rate = 25 MS/s for stacked A-Scan and 50MS/s for Amplitude (Line) Graph | |||
| 検査方法: ガイドウェーブを使用する。二探法により、送信と受信の2つのプローブを使用する。 2つのプローブが溶接線をまたぐ位置に設置し、溶接線と平行に移動する。 正常部では超音波エネルギーが受信側に伝達されるが、溶け込み不良の部分では信号が減衰する。このため、信号感度変化をモニターした。2枚の板厚が異なるので、信号伝達効率上から、厚板側に送信プローブを設置した。(この場合、薄板側からの送信では、信号感度が低くなる。) |
 |
||
| 試験片: 1.25mmと2.5mm亜鉛メッキ鋼板の突き合わせレーザー溶接 一部に溶け込み不良有り。 準備: 板厚が薄いため、3.2MHz付近の高周波を設定した。同時に高周波用特殊フィルターを使用した。 |
|||
| 検査方法: 不良個所は、明確に振幅変化が検出できた。 何回か、スキャン速度を変えて繰り返しスキャンを行った。 |
|||
| Stacked A-Scan | FLAW Detection | ||
 |
 |
||
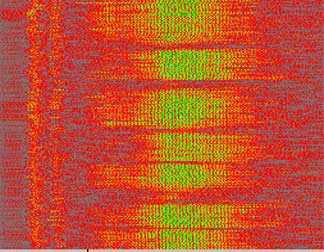
| 縦軸がスキャン距離(6往復)、横軸は伝搬時間であり、振幅高さを色分け表示したもので、C-Scanマップに相当する表示方式である。 黄色の部分は、十分な振幅が受信されており正常部を示している。黄色が消失している部分は信号感度が低下しており、不良部を示している。 スキャン速度は、おおよそ、100~500mm/秒で繰り返したが、十分に追従できた。 |
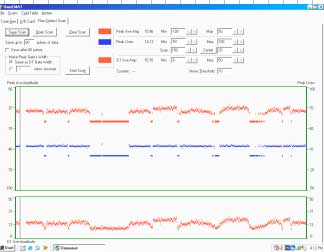
下段の赤いグラフが横軸が時間、縦軸が振幅高さである。 上段の赤は振幅の平均値化表示、青は伝搬時間変化の平均値化表示である。 |
||